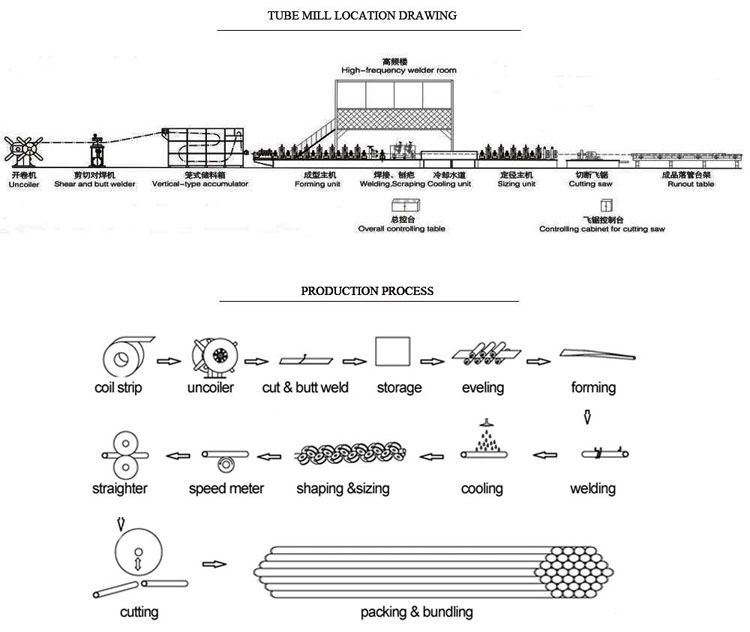
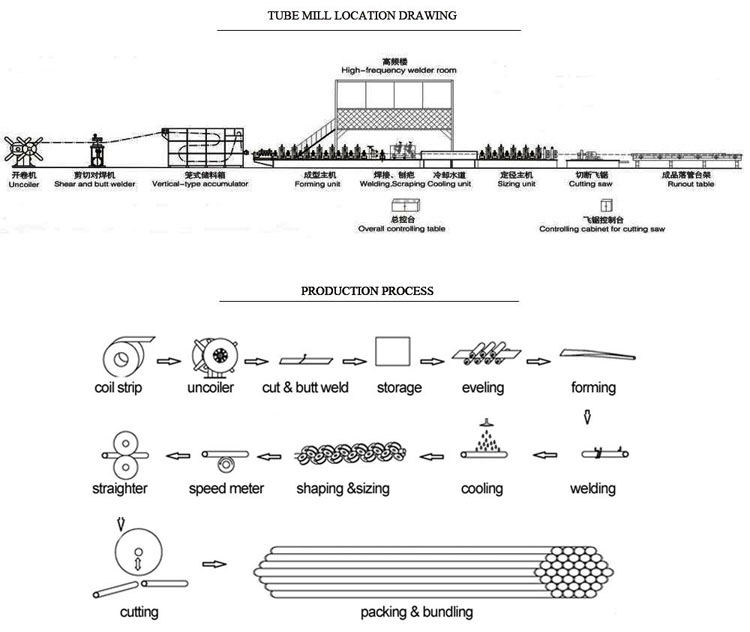
Оборудование состоит из следующих частей:
Формирующие детали: состоят из семи рамок горизонтальной стойки для рулонов, четырех рамок пустой изогнутой стойки, четырех рамок вертикальной стойки для рулонов и одной рамы стойки подачи.
Сварочные детали: состоят из сварки пяти роликов экструдирующего валка, двух рамок стойки для очистки шрамов и одной рамы стойки для полировки.
Заточные части: состоит из четырех рам и четырех роликовых стоек.
Часть электрического управления: контролируется многоточечным ПЛК.
Нижеследующее для клиента начало объяснять структуру и, в зависимости от каждой части различного продукта, то, как оборудование автоматически вносит коррективы посредством управления ПЛК:
- Семирамочная горизонтальная стойка для рулонов.
Горизонтальная стойка для валков является основной частью формовки, используется для формовки, гибки.
Горизонтальная стойка состоит из двух консольных стоек, производящих различные квадратные и прямоугольные трубы, все детали должны быть отрегулированы соответствующим образом:
1) Две консольные стойки одновременно открываются и закрываются.
При производстве различных квадратных и прямоугольных трубок для складывания
Длина изгиба разная, поэтому две консольные стойки имеют разные
положение относительно центральной линии прокатки, поэтому необходимо одновременное открытие и закрытие двух консольных стоек, отрегулируйте открытие и закрытие стойки с высоким
прецизионный турбинный редуктор за счет вращения приводного винта двигателя с преобразованием частоты,
Винт и соединение стойки используют положительную и отрицательную зажимную гайку, чтобы гарантировать, что
открытие и закрытие одновременно, чтобы гарантировать, что центральная линия прокатки
не менялось, на другой стороне стойки имеется руководство по точной настройке стойки, чтобы
обеспечить постоянство центра прокатки.
2) Регулировка верхней оси ролика стойки в продольном направлении.
Двигатель с преобразованием частоты через червячный привод турбины. Верхнее гнездо подшипника может выполнять регулировку в продольном направлении, чтобы реализовать регулировку в продольном направлении верхней оси. Основной эффект регулировки в продольном направлении верхней оси при производстве квадратных и прямоугольных труб различной толщины, верхнего ролика и Угол контакта нижнего ролика отличается, необходимо отрегулировать, регулировка верхней оси в продольном направлении соответствует этому требованию;
3) Регулировка стойки вверх и вниз.
Две стойки с турбинным редуктором с помощью двигателя с преобразователем частоты приводят в действие винтовую регулировку, чтобы реализовать регулировку вверх и вниз по верхней оси, основной эффект регулировки верхней оси вверх и вниз при производстве квадратных и прямоугольных труб различной толщины, с Нижняя ось межосевого расстояния отличается, поэтому ее необходимо отрегулировать, регулировка верхней и нижней оси соответствует этому требованию.
2.Пустая изогнутая стойка
Стойка состоит из четырех комплектов горизонтальных рулонов и четырех комплектов вертикальных рулонов.
Он в основном используется в процессе формования, сопло в полузакрытом состоянии, верхнее роликовое лезвие не может быть выполнено под углом деформации, при этом происходит прямая деформация экструзии. Стойка используется для каждого угла квадратных и прямоугольных труб, продолжает деформация и плавное соединение с экструдирующим роликом
Оснащен направляющей пластиной на выходе из пустой изогнутой стойки, чтобы экструдирующий ролик открывался под углом.
3.
Вертикальная стойка для рулонов
В процессе формования, чтобы плавно поместить полосу в следующий горизонтальный рулон рамы и сохранить центр неизменным, с помощью четырех вертикальных валков, две рамы перед оборудованием, убедитесь, что длина первой стороны симметрична, а длина третьего вертикального рулона - перед второй угол при формовании, убедитесь, что центр остается прежним во втором наборе зоны формования горизонтальных валков. Четвертый вертикальный валок перед пустой изогнутой стойкой обеспечивает плавный переход в пустую изогнутую стойку.
Регулировка вертикального валка с помощью электрической машины приводит в движение червячное устройство турбины, регулируя вверх и вниз, основная цель регулировки - при производстве квадратных и прямоугольных труб различных спецификаций, небольшая сторона с высоким и низким уровнем. По-разному, чтобы сделать вертикальный рулон лучшим эффектом позиционирования, регулировка высокого и низкого уровня значительно решила эту проблему.
4.
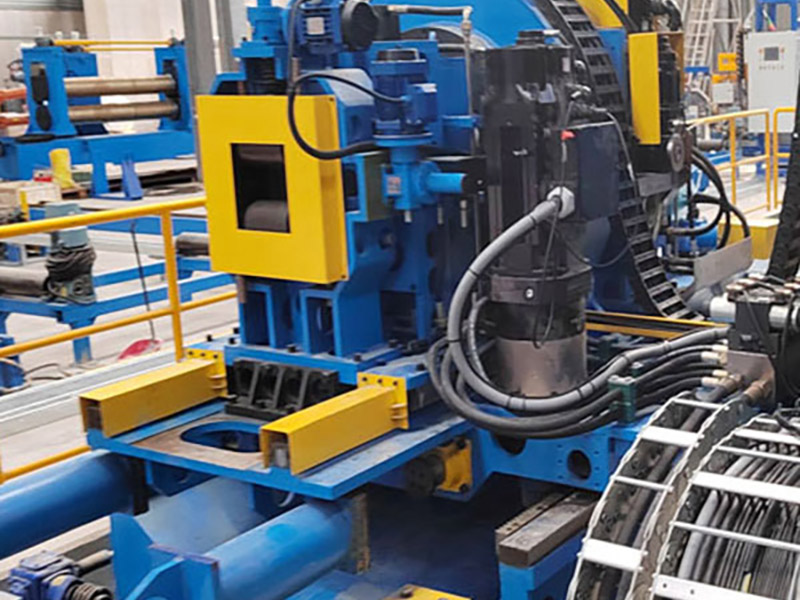
Экструдирующая рулонная рама
В основном для изготовления стальной заготовки, которая после высокочастотного нагрева выдавливается в сварочную трубку и является основной частью обеспечения качества сварки.
Стойка с использованием пятивалкового метода экструзии.
Нижний валок с опорой ролика закреплен на стойке экструдирующего валка, боковой ролик с помощью пластины закреплен на раме, две направляющие в форме валика, стойка бокового ролика может перемещаться вбок, перемещение бокового ролика осуществляется соответственно двумя электродвигателями с турбинным редуктором в качестве силового агрегата. корректировать
Верхний ролик с двумя наборами соответственно позволяет экструдировать обе стороны квадратной и прямоугольной трубы, регулируется отдельно и может соприкасаться со сварным швом на плоскости, верхний ролик также крепится к раме с помощью плиты, две плиты образуют направляющую. , чтобы верхний ролик мог перемещаться вбок, опять же с помощью двух двигателей с турбинным редуктором в качестве мощности, чтобы реализовать автоматическую регулировку.
5.
Четырехрулонная стойка
Затачивающие детали состоят из четырех комплектов по четыре роликовых стойки.
Четырехроликовая стойка состоит из четырех горизонтальных поперечных валков вверх, вниз, слева и справа. Верхний и нижний валки имеют мощность, соответственно, с двумя двигателями с редуктором в качестве мощности. Нижний ролик является фиксированным роликом, левая сторона ролика и верхняя сторона. нижнего бокового ролика, образующего вертикальный угол 90°.
Левая сторона валка может перемещаться только вбок, левая сторона сиденья валка с помощью двух валиков фиксируется, две валики образуют направляющую, осуществляют боковое перемещение с помощью двигателей с турбинным редуктором в качестве мощности, чтобы реализовать автоматически.
Верхний валик и правая сторона левого валка, при этом левый валик образует вертикальный угол 90°, верхнее сиденье валка через две плиты, закрепленные поперечной пластиной, поперечная пластина через опору, соединенную с левым валком, выполненную на Одновременно с регулировкой левого ролика верхнее сиденье ролика также перемещается.
Управление скоростью верхнего и нижнего ролика осуществляется с помощью двух пластинчатых направляющих, которые можно перемещать вверх и вниз, а двигатели с турбинным редуктором обеспечивают автоматическую регулировку.
Правая сторона ролика вниз до нижней части верхнего ролика, причем верхний ролик и нижний ролик образуют угол 90 ° соответственно, правую сторону ролика можно регулировать только вверх и вниз с помощью плиты в качестве направляющей. правая сторона сиденья ролика соединена с Т-образным пазом и верхним сиденьем ролика, верхний валок перемещается вверх и вниз, а правая сторона рулона также перемещается вверх и вниз одновременно.
Сиденье машины через валик фиксируется на панели верстака и приводится в движение мотор-редуктором в качестве мощности для регулировки бокового перемещения рамы, всего бокового перемещения сиденья машины, убедитесь, что центральная линия будет такой же, как и у четырехрамной стойки.
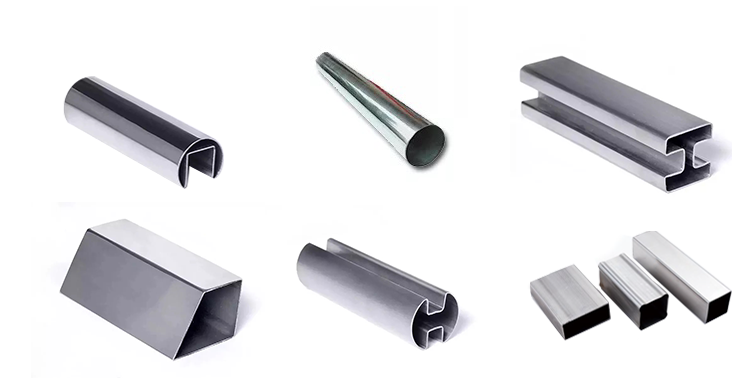
Через четыре поперечных валка, с поперечным перемещением основания двигателя, чтобы реализовать изменение размера квадратных труб, прямоугольных трубок.
6.
Введение в электрическую часть управления
Общая операционная платформа с сенсорным экраном
Настройка интерфейса производственного размера
Основной интерфейс, регулировка длины, ширины, толщины, всего оборудования с помощью программы ПЛК приводит к модернизации всей производственной линии.
При выполнении отдельной операции по настройке соответствующих рамок отдельно другая рама не будет выполнять соответствующую регулировку.