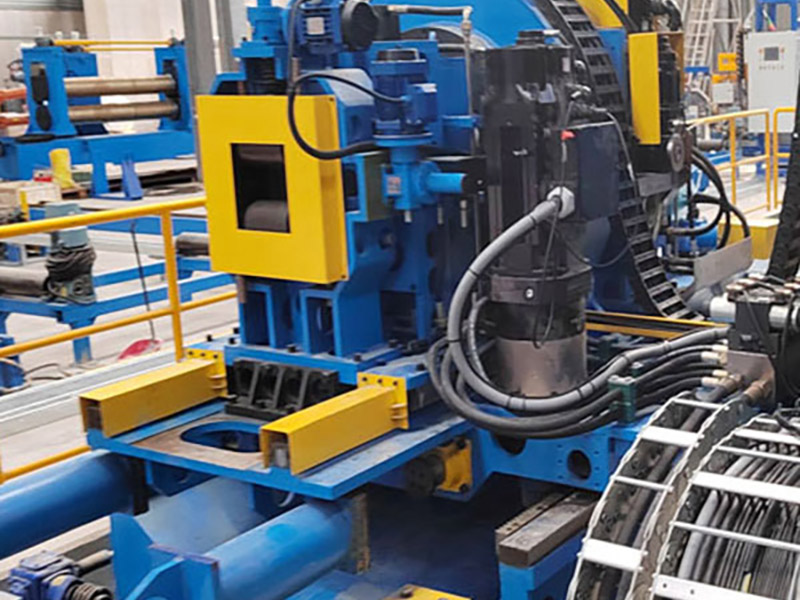
1Стойка направляющего ролика
(а) Стойка направляющего ролика в основном контролирует размер угла открытия и направление сварного шва, сварку точно в прижимной ролик, чтобы обеспечить качество сварки.
(б) Диаметр вала направляющего ролика: Φ80 мм, материал 42CrMo, после черновой обработки с термической обработкой HRC48-52, а затем чистовая обработка, высокочастотная закалка и шлифовка после высокочастотной закалки.
2) Стенд для сжимающего рулона
(а) Стенд для сжатия валков в основном предназначен для экструзии заготовки высокочастотной нагревательной трубы в сварную трубу и является основной частью обеспечения качества сварки, регулировки открытия и закрытия червячной передачи.
(б) Форма конструкции – трехвалковая экструзия. вверх и вниз, регулировка центрирования - регулировка червячной передачи.
(c)Диаметр вала отжимного ролика: Φ75/110 мм, 40Cr. После чернового точения с термической обработкой HRC48-52, а затем чистовая обработка, высокочастотная закалка и шлифование после высокочастотной закалки.
8)Удаление внешних заусенцев
Структура: Есть два комплекта механических строгальных станков: один для использования, другой для резерва. Верхнее и нижнее положения регулируются подъемником, а пневматический механизм быстрого подъема можно быстро переключить.
Функция: выравнивание внешнего сварного шва и автоматическая очистка мусора за пределами корзины для оборудования.
Удаление внутренних заусенцев
Функция: Это плавающий инструмент с гидравлическим управлением, который может удалять внутренние заусенцы на сварном шве.
Необходимо знать характеристики роликов, каждая спецификация оснащена набором скребков с внутренними заусенцами.
3) ИК
(а) Конструкция аналогична горизонтальной роликовой стойке.
10) Оборудование для отжига промежуточной частоты
Оборудование разработано с полным набором защитных функций: таких как защита от перегрузки по току, защита от погружения под воду, защита от перегрева, защита от перенапряжения, защита от короткого замыкания, защита от потери фазы и т. д., что значительно увеличивает надежность оборудования.
4) Роликовый стол с воздушным охлаждением (50 м)
После отжига она охлаждается непосредственно на рольганге, и труба транспортируется назад, чтобы гарантировать, что труба не будет деформироваться из-за перегрева после входа в калибровочную часть.
5) Разъем для воды (бак водяного охлаждения)
(а) В основном для полного охлаждения стальной трубы после сварки при подготовке к определению размеров, чтобы предотвратить деформацию готовой трубы после повторного охлаждения.
Материал пластины: Q235
(б) В основном сварная конструкция стальной пластины