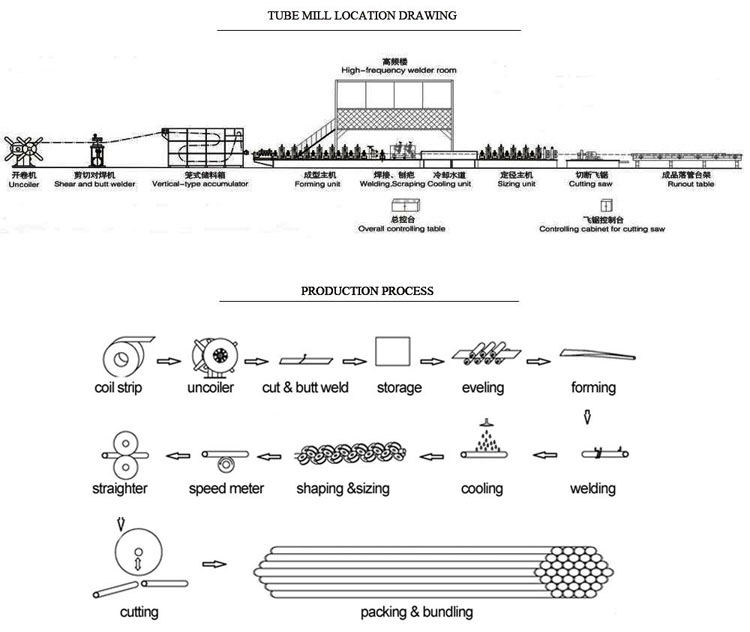
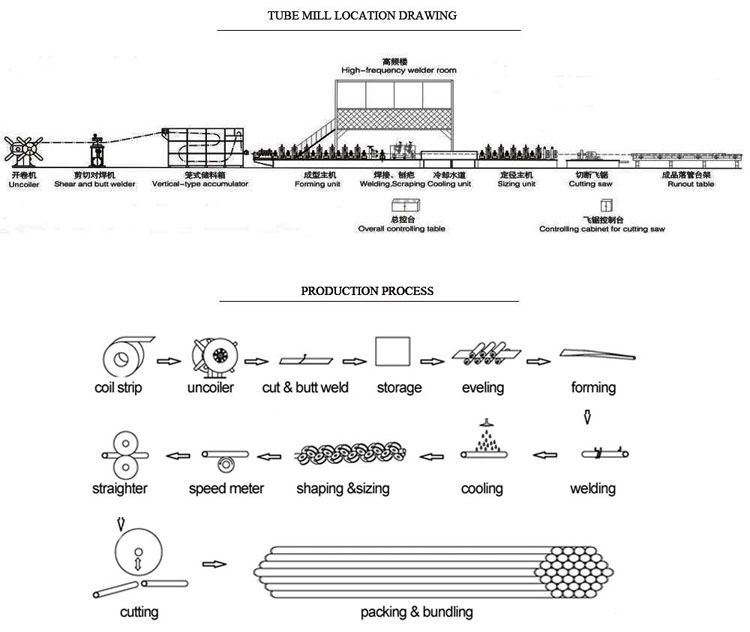
Состав линии:
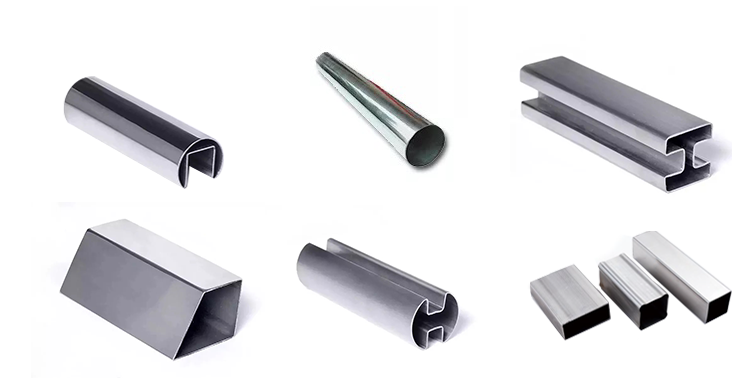
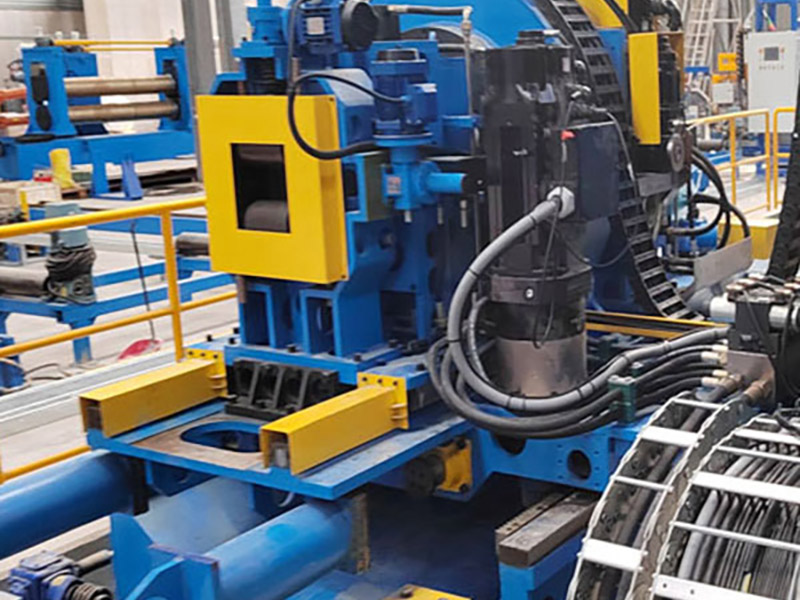
Это оборудование отвечает требованиям международного рынка. По данным нашей компании, установка серии LW в сочетании с технологией формования FF разработала автоматическую линию для производства квадратных и прямоугольных труб.
Основные характеристики оборудования:
За очень короткий период времени, чтобы завершить регулировку ролика, значительно сократите время замены ролика при замене продуктов, тем самым повысив эффективность и снизив производственные затраты;
Поскольку оборудование использует один комплект комбинированной формы, производя трубы различных характеристик, нужно только отрегулировать, нет необходимости менять, степень экономии роликов превышает 90%, что снижает стоимость ролика;
Благодаря тому, что оборудование оснащено автоматической регулировкой двигателя, тем самым уменьшается количество рабочих, сокращаются затраты на рабочую силу, снижается интенсивность труда рабочих, улучшаются условия труда рабочих;

Работа оборудования проста, просто нужно знать размер и толщину стенок производственных труб, затем ввести их в интерфейс, оно автоматически произведет регулировку, тем самым снизив уровень технических требований персонала по отладке.
Благодаря автоматической регулировке снижается расход инструмента и повреждение оборудования при смене валков, увеличивается срок службы оборудования.
Благодаря структуре составного валка точечный контакт между валком и полосой вместо исходного линейного контакта снижает износ валков и увеличивает срок их службы.
Можно производить определенные характеристики открывающейся стали холодного изгиба, например стального профиля U, C и т. д., ширину и высоту продукта можно регулировать бесконечно.
Оборудование состоит из следующих частей:
1.Гидравлический разматыватель с одной оправкой
Разматыватель в основном состоит из основания, увеличенной конусной головки, гидравлической системы, гидравлического тормоза, одинарного барабана консольного типа, конической головки, одного онлайн; Гидравлического увеличения, гидравлического тормоза.
2.Концевой выпрямитель:
Этот блок в основном используется для подачи новой стальной головки рулона в блок выравнивания после того, как блок разматывания доставит рулон на рабочее место.
3.Выравниватель:
Это устройство в основном используется для выравнивания головки и хвоста стальной полосы и подготовки к следующему этапу резки и сварки сдвигом, чтобы гарантировать, что полосовая сталь будет плоской и прямой при сварке сдвигом.
4.Автоматическая машина для резки и сварки.
Автоматическая машина для резки и сварки используется для обрезки неровных концов полос, а затем соединения полос сваркой.
5.Горизонтальный спиральный аккумулятор.

Оборудование состоит из следующих частей:
1.Гидравлический разматыватель с одной оправкой
Разматыватель в основном состоит из основания, увеличенной конусной головки, гидравлической системы, гидравлического тормоза, одинарного барабана консольного типа, конической головки, одного онлайн; Гидравлического увеличения, гидравлического тормоза.
2.Концевой выпрямитель:
Этот блок в основном используется для подачи новой стальной головки рулона в блок выравнивания после того, как блок разматывания доставит рулон на рабочее место.
3.Выравниватель:
Это устройство в основном используется для выравнивания головки и хвоста стальной полосы и подготовки к следующему этапу резки и сварки сдвигом, чтобы гарантировать, что полосовая сталь будет плоской и прямой при сварке сдвигом.
4.Автоматическая машина для резки и сварки.
Автоматическая машина для резки и сварки используется для обрезки неровных концов полос, а затем соединения полос сваркой.
5.Горизонтальный спиральный аккумулятор.
Этот блок является основным устройством для прессования и переноса материала, сборкой аккумулятора, блоком переноса материала, электрическим блоком управления.
В его состав входят рама, электродвигатель, тормозной блок, силовая ось передачи направления вращения для уменьшения скорости, прижимной и переносной ролик, система подачи сжатого воздуха направляющего ролика, проверенный блок скорости; он может подавать полосовую сталь в аккумулятор, а в среднем он будет передавать информацию о скорости транспортировки в электрическую систему управления. Когда мы требуем прекратить подачу материала в этот блок, он остановит рулон к электродвигателю и прижмет и перенесет рулон материала с помощью перерыв, а также может регулировать скорость переноса электродвигателя и скорость перемещения материала.
(2)
Сборка аккумуляторной рамы: включает электродвигатель, раму, внутренний валик, внешний валик и прижимной валик. Его можно использовать для хранения полосового стального материала из блока прессования и переноски, а также его можно вытягивать из центрального рулона отправляемого материала.
(3)
Устройство отправки материала: включает раму, направляющие ролики, направляющий ролик высокого или нижнего места. Он может транспортировать стальную полосу для формования системы и отправлять информацию о скорости материала на электрическое устройство управления.
Формовочно-калибровочный стан.
Состоит из подающего ролика, автоматического центрирующего устройства, пассивной выравнивающей стойки, горизонтальной рулонной стойки (P1), вертикальной рулонной стойки (L1), горизонтальной рулонной стойки (P2), вертикальной рулонной стойки (L2), горизонтальной рулонной стойки (P3), горизонтального рулонного стенда. Стенд (P4), Вертикальный стенд для рулонов (L3), Горизонтальный стенд для рулонов (P5), Горизонтальный стенд для рулонов (P6), Горизонтальный стенд для рулонов (P7) Вертикальный стенд для рулонов (L3), Три рамки пустого изгиба, направление сварки, пять рулонов экструзия, обрезка заусенцев, система удаления заусенцев, две клети, прокатная осветительная стойка, система охлаждения, калибровочная вертикальная валковая клеть (DL1), четырехвалковая клеть (F1), четырехвалковая стойка (F2), четырехвалковая рама (F3), четырехвалковая рама (F4), голова турка (C2), электросистема управления и т. д.

2) Автоматически на устройстве
В основном к левому и правому краю стальной полосы, чтобы гарантировать точность стальной полосы, плавно входящей в машину, с помощью двух пар роликов, роликовой рамы вокруг, салазок, мотор-редуктора и других компонентов регулировочного винта, рулонного материала GCr15. ,процесс высокочастотной закалки. О кронштейне для сварной конструкции из стальной пластины
3) Пассивная правильная машина
В основном для выравнивания стальной полосы, для плавной подачи полосы в машину, предотвращения раскачивания полосы вверх и вниз.Используя конструкцию верхнего, 2, нижнего, 3, пятивалкового типа, два вышеуказанных ролика могут регулироваться только с помощью червячного редуктора турбины двигателя, соответственно, для контроля зазора. верхнего и нижнего ролика, обеспечивает эффект выравнивания. Материал выравнивающего ролика GCr15, высокочастотный процесс закалки.
4)Горизонтальная стойка для рулонов
Маленький край очень изогнутый

В соответствии с требованиями синхронного формования свободным изгибом основные требования к формованию малых кромок состоят из трех пунктов:
Сторона не может быть длиннее из-за изгиба, растяжения и волнистости, что влияет на качество сварки;
После того, как небольшой край превратится в пустой изгиб, чтобы гарантировать точную форму R в пустом повороте;
Малая кромка всегда не влияет на угол изгиба на стороне большой границы при окончательном угле изгиба.
Структура: маленький край действительно изогнут, разделен на 3 направления. Из-за вышеуказанного края реальная длина изгиба короче, все 3 пути используют горизонтальный рулон. Двусторонняя деформация одновременно. С первого по третий способы – это инициатива верхнего и нижнего рулона. Три горизонтальные роликовые рамы каждый раз имеют три независимых регулировки крена, соответственно установленные на двух верхних и нижних горизонтальных осях. При производстве квадратных и прямоугольных труб различных спецификаций две консольные стойки имеют разное положение относительно центральная линия прокатки, поэтому необходимо одновременное открытие и закрытие двух консольных стоек, регулировка рамы открытия и закрытия, соответственно, с помощью двух комплектов двигателя с преобразованием частоты с высокоточным вращением приводного винта турбинного редуктора, винтом и соединением гайки рамы Чтобы обеспечить регулировку открытия и закрытия, чтобы гарантировать, что центральная линия прокатки блока неизменна, две консольные стойки могут работать одновременно.Регулировка открытия и закрытия, верхний ролик может выполняться индивидуально по оси.
Большой изгиб края

состав:
Боковые действительно изогнутые, разделены на три части.
Метод формирования тот же, что и для небольшой кромки, и двусторонняя деформация рамной конструкции одновременно, такой же, как и для формирования рамы с небольшой кромкой;
5) Вертикальная стойка для рулонов
Первый заключается в переходе между двумя деформациями горизонтальной роликовой рамы; Второй заключается в преодолении деформации переднего горизонтального валка после пружинения и играет направляющую роль. Измените характеристики, перекатываясь по стойке для перемещения, не нужно заменять крен, свобода регулировки вертикального крена с помощью электрического устройства для привода червяка турбины вверх и вниз, основная цель регулировки заключается в том, что в различных спецификациях квадратной и прямоугольной трубы небольшой край отличается, чтобы Сделайте вертикальный рулон лучшим эффектом позиционирования, регулировка высокого и низкого уровня значительно решила эту проблему.

6) Трехрамная пустая изогнутая стойка
Пустая криволинейная стойка имеет диаметр 16 рулонов, четыре ролика находятся под горизонтальным положением без изменений, верхний ролик имеет привод двигателя с преобразованием частоты мощностью 1,1 кВт, два верхних ролика могут регулировать угол отдельно. Вертикальный валок приводится в действие двигателем с преобразованием частоты мощностью 1,1 кВт. , лучше соответствовать разному диаметру трубы в случае бесшумного пустого эффекта изгиба, чтобы гарантировать постоянное положение экструзионной сварки, а не обратное.
Оснащен направляющей пластиной на выходе к пустой изогнутой стойке, чтобы экструдирующий ролик открывался под углом.
7) Рама направляющих роликов
Рама направляющего ролика предназначена в основном для контроля размера угла открытия и направления сварного шва, точного приваривания сварного шва к экструдерному ролику, чтобы обеспечить качество сварки.
8) Пятивалковое экструдирующее устройство
Для пяти роликов два боковых ролика могут индивидуально регулировать условия сварки. Верхний прижимной ролик состоит из двух частей, кроме того, можно одновременно регулировать электрический подъемник, а также можно регулировать вручную, чтобы адаптироваться к различным условиям сварки, два Ролик также может выполнять общее боковое движение, когда центр отклонения сварного шва может выполнять регулировку вбок через горизонтальный валок для удовлетворения требований сварки.

9) Зачистная сварочная рама
Зачистная сварочная рама предназначена в основном для экструдирования рулонной экструзионной сварки сварного шва скребком, выравнивания сварки, очистки сварочной рамы с двумя рамами. В обычное время только несколько штук, а другая запасная, чтобы обеспечить плавность сварочной головки производственной линии. может вверх и вниз, влево и вправо, быстрая регулировка инструмента для обеспечения хорошего качества сварки, скребковая сварочная рама использует конструкцию для сварки стальных пластин, сварочная головка к конструкции «ласточкин хвост», материал для литой стали, зарезервированное устройство для распыления цинка.
10) Переворачивающаяся рама
Основное использование – поддержка стальных труб, снижение вибрации, улучшение качества сварки и резки, а также надавливание роликами на не полностью охлаждаемую режущую поверхность, улучшение качества продукции. Конструкция для двух роликов, высота нижнего ролика не изменена, верхний ролик используется для ручного подъема. регулировка в соответствии с различными спецификациями продукции, регулировка давления верхнего ролика до соответствующего значения для достижения вышеуказанной цели.
11) Система охлаждения
Система охлаждения в основном полностью охлаждается после сварки стальной трубы, при подготовке к определению размеров, чтобы предотвратить деформацию готового продукта после охлаждения трубы, в основном сварная конструкция из стальной пластины, над распылением жидкости непосредственно на шов, снова путем переработки пула переработки.
12) Четырехрулонная стойка
Четырехроликовая стойка состоит из четырех горизонтальных поперечных валков вверх, вниз, слева и справа. Верхний и нижний валки имеют мощность, соответственно, с двумя двигателями с редуктором в качестве мощности. Нижний ролик является фиксированным роликом, левая сторона ролика и верхняя сторона. нижнего бокового ролика, образующего вертикальный угол 90°. Через четыре поперечных валка, с поперечным перемещением основания двигателя, чтобы реализовать изменение размера квадратных труб, прямоугольных трубок.
13)Голова Турка
Сочетание горизонтального ролика SZ4 для регулировки прямолинейности продукта. Точная регулировка положения рулона с помощью двигателя с преобразованием частоты.