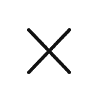
① Состав: машина для формования пачек, автоматическая обвязочная машина, выходной конвейер, цепной конвейер-штабелер.
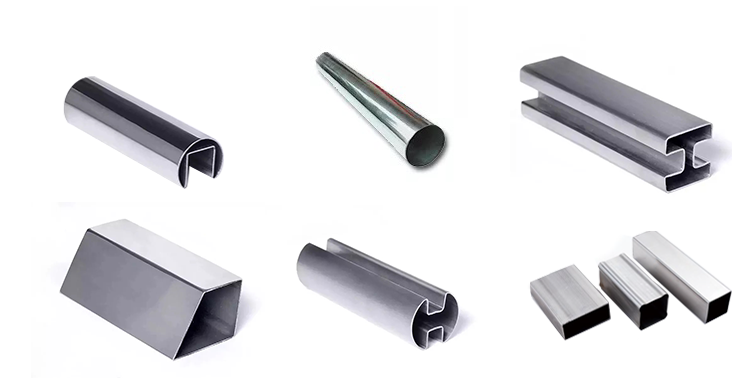
② Устройство изменения размера
- Избегайте двух труб на подъемном конвейере.
- Изменение размера трубы должно быть простым и ручным.
- Каждое устройство имеет 6 рядов.
③ Подъем преобразователя и приемника
- Он подает трубы по одному на подающий конвейер.
- Иметь достаточную жесткость по отношению к весу трубы.
- Не допускайте ошибок в системе подсчета.
- Уменьшите шум с помощью приемника.
- После прибытия к приемнику происходит система выравнивания.
: Во время выравнивания концов трубы избегайте повреждения трубы.
④ Подающий конвейер и стопор № 1,2
- Конвейер имеет систему регулирования скорости.
- Стопор обладает достаточной жесткостью, чтобы предотвратить столкновение с трубой.
И это не повредит поверхность трубы.
⑤ Вилочный питатель и стопор
- Перенесите выровненные трубы в подъемный карман.
- Питатель обладает достаточной жесткостью и стойкостью к истиранию.
- При посадке труб на питатель и транспортировке расположение труб не меняется.
- Стопор на конце питателя контролирует положение труб.
- Все перемещения, включая время цикла, учитывают скорость производства.
⑥ Подъемный карман
- Подъемный карман придает форму пачки труб круглой/форменной формы с помощью вилочного питателя.
- Пакет автоматически опускается в зависимости от уровня.
Когда комплект собран, он надежно помещается в движущийся карман.
- Регулировка должна выполняться легко в зависимости от наружного диаметра и количества труб.
- Максимальный размер и вес комплекта будет сообщен позже.
⑦ Передвижной карман
- Перенесите пачку из подъемного кармана на вход обвязочной машины.
- Левая/правая направляющая плотно прилегает к пачке и легко регулирует ширину.
- При транспортировке пачки форма пачки должна сохраняться.
⑧ Цепной конвейер-штабелер
- Место хранения комплекта перед передачей.
- В пространстве должно храниться не менее 7 связок.
- Крепление цепи должно быть спроектировано таким образом, чтобы избежать повреждения трубы.
⑨ Управление движением
- Введите наружный диаметр, количество труб, длину в систему.
- Конструкция ОП должна учитывать удобство работы оператора.
- Обвязочная машина, автоматический процесс обвязки и система выхода работают вместе автоматически.
- Режимы работы: автоматический/полуавтоматический (формовка и выход)/ручной.
: Полуавтоматическое формование: Формирование пачки (квадратной, прямоугольной и шестиугольной) и передача на вход обвязочной машины.
: Полуавтоматический выход: Автоматическая обвязка во время перемещения пачки и автоматическая передача пачки на укладочный конвейер.
⑧ Автоматическая обвязочная машина
- Тип двух головок
- Используйте дозатор и аккумулятор.
- Перемещение обвязочной машины вверх/вниз будет обсуждаться позже.
15) Система подачи растворимого масла
- Насосы расположены параллельно трубопроводам.
- Бак для растворимого масла имеет дублирующую структуру. (6000х6000х3000л)
- Установите воздуходувку для циркуляции растворимого масла.
- Переключатель включения/выключения растворимого масла находится на главном рабочем месте.
16) Гидравлическая/пневматическая система
① Включите всю гидравлическую/пневматическую систему для работы оборудования.
② Гидравлическая станция
: 7 гидравлических станций (вход, отсечение, быстрая смена 2 шт., торцевая облицовка 2 шт., упаковка)
: Нормальная 70 кг/м2, Макс. 140 кг/㎠
: Стенд V/V, БЛОК КОЛЛЕКТОРА, V/V управления/эксплуатации и трубопроводы.
: Гидравлический насос : Поршневой насос , Трубопроводы : Фланцевый тип
: Масляный радиатор с водяным охлаждением
③ Пневматическая система
: Давление : Нормальное 5 кг/м², Макс. 7 кг/㎠
: Блок F.R.L, управление/работа V/V и трубопроводы
: Каждый пневмоцилиндр имеет SOL. V/V, шумоподавитель, клапан регулирования расхода, блок F.R.L. – Получите одобрение на трубопровод перед изготовлением.